Проект Твердое точение детали «Шестерня-Сателлит»
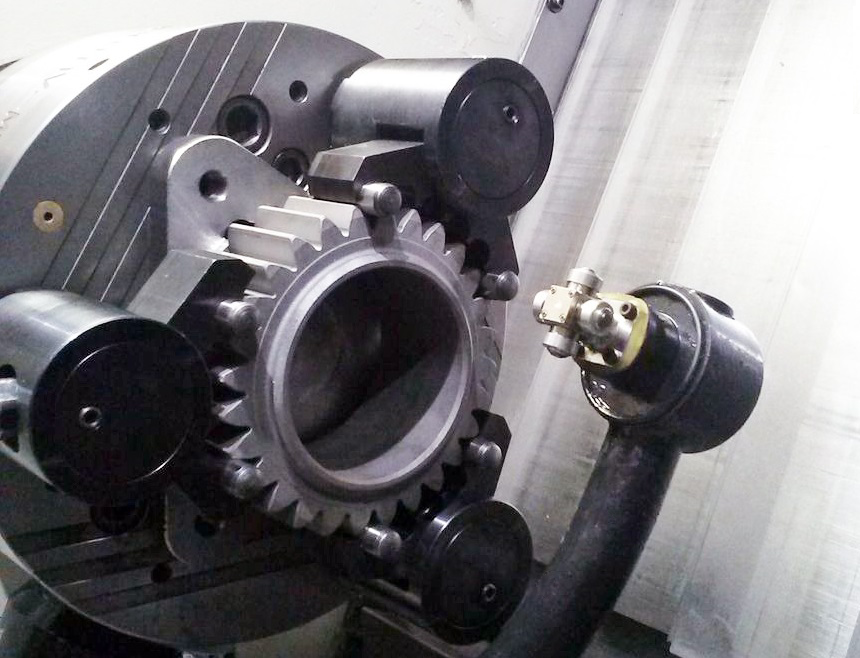
Шестерня-сателлит в рабочем положении
Специалистами компании КСМ была проведена работа по разработке технологического процесса, подбору инструмента и отработке технологии по твердому точению детали «Шестерня-сателлит 11.5016» на токарном станке с ЧПУ модели RNC 500 производства компании Monforts. Целью проделанной работы является замена шлифовальных операций твердым точением с получением баз под последующее зубошлифование, а также обработка зубчатого венца (твердое точение), подрезка торца и расточка канавки. Результаты проведенной работы отражены в настоящем проекте.
Обработка по зубчатому венцу
Данные заготовки:
Деталь: Шестерня-сателлит №11.5016
Материал: 12Х2Н4А-Ш
Твердость: 59...61 HRC
Требования
- Шероховатость поверхности:
-
- Ø105.4(+0.01) мм (не более Ra~0,63 мкм);
- Ø166,42(-0.05) мм (не более Ra~1,25 мкм);
- Торец (не более Ra~2,5 мкм);
- Обеспечить минимальное биение отверстия Ø105,4 не более 0,004 мм;
- Обеспечить минимальное отклонение от допуска параллельности торцов 0,01 мм.
I УСТАНОВ
На первом этапе подготовки к обработке шестерни-сателлита было спроектировано и изготовлено специальное приспособление (см. рис. 1), которое компенсирует биение по профилю зуба относительно Ø105,4 не более 0,05 мм. Согласно обрабатываемому материалу, твердости и требуемой шероховатости подобран инструмент для твердого точения, выбраны режимы обработки, позволяющие обеспечить шероховатость поверхности Ra=0,29 мкм.
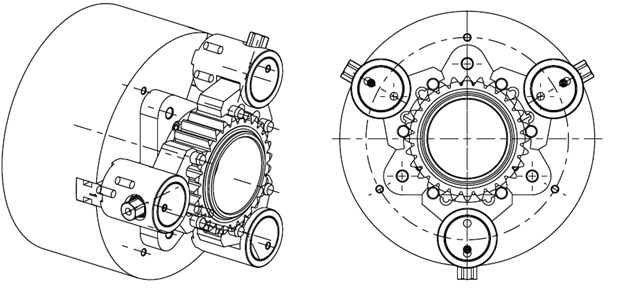
Рисунок 1. Приспособление для базирования детали по зубчатому венцу (Маятниковые кулачки)
1.1 Проведение испытаний
- Подрезать торец L=75+0.3 мм и расточить Ø105,3 мм предварительно;
- Расточить канавку Ø110,5 (+0.07) мм окончательно;
- Подрезать торец L=75+02 мм и расточить Ø105,4 (+0.01) мм окончательно.
1.
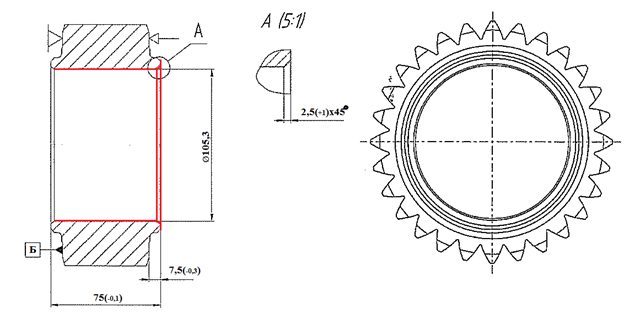
Рисунок 2. Схема обработки
2.
Рисунок 3. Схема обработки
Испытания проводятся в два этапа. На первом этапе заготовка крепилась в трехкулачковом патроне с использованием специального приспособления (см. рис. 1), которое позволило обработать торец и расточить отверстие Ø105,4 мм (см. рис. 4).
3.
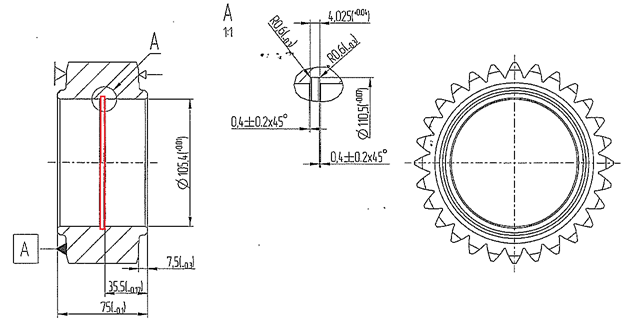
Рисунок 4. Схема обработки
Обработка проводилась с подачей сжатого воздуха на инструмент без СОЖ. Выполнялось по два прохода на обрабатываемую поверхность: черновой и чистовой.
1.2 Результаты испытаний
При обработке пластиной с радиусом при вершине 0,8 мм твердое точение обеспечило шероховатость поверхности в пределах Ra=0,25-0,32 мкм.
II УСТАНОВ
На втором этапе подготовки к обработке шестерни-сателлита было спроектировано и изготовлено специальное приспособление (см. рис. 5), которое компенсирует биение по профилю зуба относительно Ø105,4 не более 0,05 мм. Учитывая обрабатываемый материал, твердость и требуемую шероховатость, подобран инструмент для твердого точения, выбраны режимы обработки, позволяющие обеспечить шероховатость поверхности Ra=0,3 мкм.
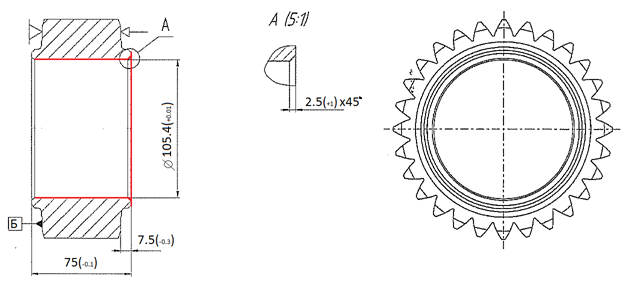
Рисунок 5. Приспособление для базирования детали по внутреннему Ø105.4 мм (цанговый патрон)
2.1 Проведение испытаний
- Подрезать торец L=75(-0,1) мм;
- Обработать зубчатый венец Ø166,4 (-0,05) мм.
1.
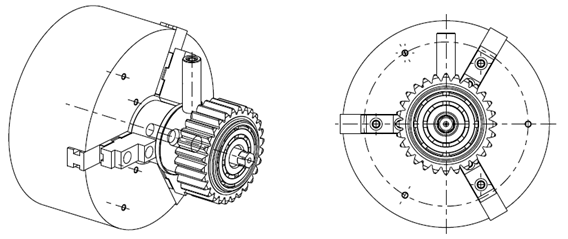
Рисунок 6. Схема обработки
На втором этапе заготовка крепилась в трехкулачковом патроне с использованием специального приспособления (см. рис. 5), которое позволило обработать торец и зубчатый венец на Ø166,42 (-0,05) мм (см. рис. 7).
2.
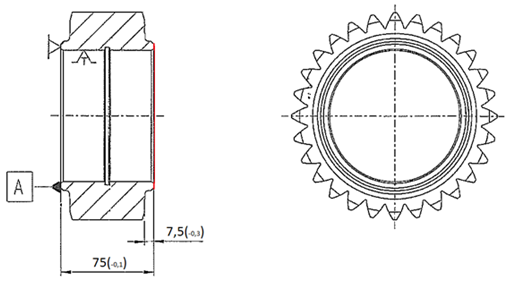
Рисунок 7. Схема обработки
Обработка проводилась с подачей сжатого воздуха на инструмент без СОЖ. Выполнялось по два прохода на обрабатываемую поверхность: черновой и чистовой.
2.2 Результаты испытаний
При обработке пластиной с радиусом при вершине 0,8 мм твердое точение обеспечило шероховатость поверхности в пределах Ra=0,3-0,32 мкм.
Для просмотра изображения, кликните по нему:






