Зубодолбежный станок 5М150ПФ3

Зубодолбежный станок модели 5М150ПФ3 представляет собой глубоко модернизированный станок с механическими связями модели 5М150 и предназначен для нарезания зубьев на цилиндрических шестернях внутреннего и наружного зацепления как с открытыми, так и с закрытыми венцами (блок - шестерни) методом обкатного деления дисковым долбяком.
Система управления станка построена на базе программируемого контролера Siemens S7-300, двигателей подач серии 1FT7/1FK7 и блоков управления SINAMICS S120. Система ЧПУ позволяет применить на станке метод нарезания со спиральным движением радиальной подачи, благодаря чему можно повысить производительность обработки или увеличить стойкость режущего инструмента.
Конструктивная концепция по сокращению кинематической цепи и замены на прямые приводы фирмы SIEMENS позволяет существенно повысить точность станков.
Наладка станка на новую деталь осуществляется на программном уровне непосредственно с панели оператора. Наладчику не нужно обладать навыками программирования. Данные вводятся через диалоговое окно панели оператора и могут храниться в памяти системы управления (до 500 «наладок»).
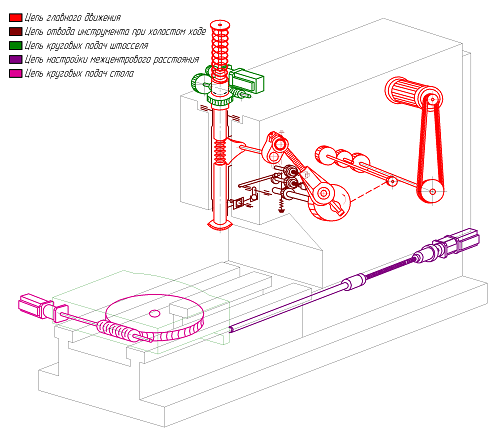
Рис. 1 Кинематическая схема модернизированного станка модели 5М150ПФ3
В конструкции применен следящий привод с высокоточным редуктором и беззазорная шарико-винтовая пара. Раздельное вращение стола и штосселя с плавным регулированием скоростей позволяет осуществить выбор любой скорости всего диапазона как во время наладки, так и во время выверки заготовки и инструмента.
Независимый привод шпинделя долбяка и шпинделя заготовки обеспечивает их точное взаимное вращение.
|
Ось Х – горизонтальное перемещение стола 1 Ось Y – вращение шпинделя инструмента 3 Ось Z – вращение планшайбы стола 2 |
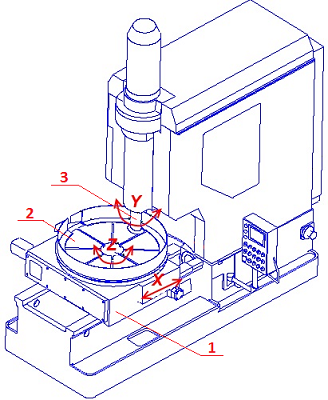 |
| Рис. 2 Схема расположения координатных осей |
Введенное ограждение зоны резания и защита направляющих исключает попадание стружки на направляющие станины. Для удаления стружки используется гидросмыв.
СИСТЕМА СМАЗКИ
Примененная система смазки состоит из комплектующих импортного производства. Применена принудительная смазка под давлением, что позволяет работать на более тяжелых и производительных для станка режимах.
СИСТЕМА УПРАВЛЕНИЯ
Система управления фирмы SIEMENS на базе программируемого контроллера S7-300 значительно упрощают его наладку и расширяют технологические возможности.
ПОРЯДОК УПРАВЛЕНИЯ СТАНКОМ
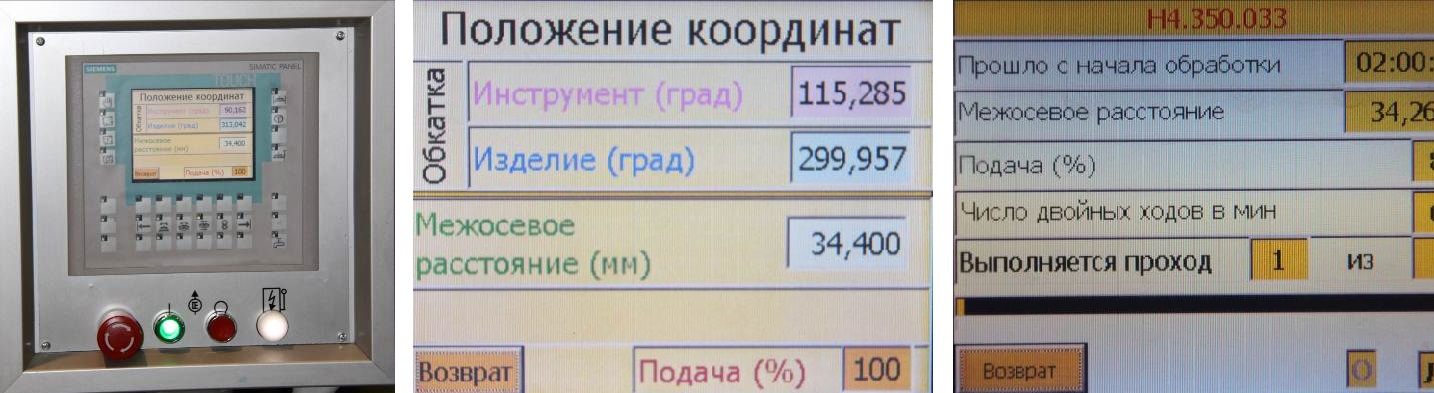
Интерфейс управления состоит из пульта управления с клавишами ввода, переключателями, сигнальными индикаторами, и сенсорным дисплеем. На дисплее отображается текущая информация и осуществляется ввод параметров наладки обрабатываемых деталей. Интерфейс ввода данных сгруппирован по функциональному признаку и отображается пошагово на экранах.
Специально разработанное программное обеспечение упрощает наладку станка, оператор может не обладать навыками программирования. Необходимые параметры вносятся через меню шаблонов.
Преимущества применения подобной системы очевидны:
- Стабильное достижение повышенной точности нарезания шестерен, которая не менее как на класс выше, чем у станков с механической кинематикой;
- Высокая синхронность движения шпинделей инструмента и изделия;
- Высокая ремонтопригодность из-за значительного сокращения деталей механической трансмиссии;
- Значительное снижение количества используемой гидроаппаратуры и повышение её надёжности;
- Отсутствие сменных шестерен, что упрощает и делает более точным набор передаточного отношения обкатки;
- Возможность хранения в памяти устройства ЧПУ до 500 наладок на различные детали;
- Бесступенчатое регулирование скорости резания, скорости подачи;
- Быстрая переналадка станка на новую деталь;
- Ускоренная адаптация обслуживающего персонала.
Для наладки станка с подобными системами управления оператору достаточно выполнить установочные настройки и заполнить все необходимые поля в наладочных экранах в диалоговом режиме. Навыков программирования не требуется.
| Наименование параметра | ЕИ | Значение | |
|---|---|---|---|
| Наибольший диаметр устанавливаемого изделия | мм | 800 | |
| Максимальный модуль нарезаемых колес | мм | 16 | |
| Наибольшая длина зуба нарезаемых колес | мм | 160 | |
| Диаметр фланца шпинделя изделия (планшайбы стола) или рабочего (по ГОСТу 6569-70) | мм | 800 | |
| Номинальный делительный диаметр устанавливаемого долбяка по ГОСТу 9323-79 | 100, 125, 200 | ||
|
Конец шпинделя для крепления инструмента:отверстие конус Морзе по ГОСТу 2848-67 |
Морзе 5Q.4 | ||
| Расстояние от нижней плоскости основания станка до рабочей поверхности стола | мм | 860 | |
| Максимальная величина смещения ставки при отводе инструмента под угол | мм | 30 | |
| Наибольшее перемещение стола относительно оси шпинделя инструмента | мм | 600 | |
| Автоматический подвод-отвод стола | Имеется | ||
| Скорость перемещения стола |
мм/мин. | 0,03...300 | |
| Скорость вращения стола |
мм/мин. | 0,03...1 200 | |
| Расстояние от плоскости рабочей поверхности шпинделя изделия до торца шпинделя инструмента | наименьшее | мм | 150 |
| наибольшее | мм | 350 | |
| Наибольший ход шпинделя инструмента | мм | 200 | |
| Минимальный отвод инструмента на холостом ходе | мм | 0,55 | |
| Скорость вращения шпинделя инструмента | об./мин. | 0,003...2,2 | |
| Автоматический вывод шпинделя в верхнее положение | Имеется | ||
| Регулировка двойных ходов | Бесступенчатая от АПЧ | ||
| Пределы чисел двойных ходов | шт./мин. | 5...188 | |
| Количество управляемых координат | 3 | ||
| Габариты станка с выносными элементами | |||
| Длина | мм | 3 500 | |
| Ширина | мм | 2 300 | |
| Высота | мм | 3 500 | |
| Масса станка (не более) | кг | 10 000 | |
СТАНДАРТНЫЙ КОМПЛЕКТ ПОСТАВКИ
- Зубодолбежный станок 5М150ПФ3 в сборе с электрошкафом;
- Документация;
- Руководство по эксплуатации;
- Принципиальная электрическая схема;
- Монтажная электросхема;
- Принципиальная схема гидравлической и смазочной систем;
- Руководство оператора;
- Документация фирмы SIEMENS на УЧПУ и привода поставляется в объеме, предоставляемом фирмой SIEMENS;
- ЗИП и слесарный инструмент
ОПЦИОНАЛЬНО ПОСТАВЛЯЕТСЯ
- Режущий инструмент;
- Приспособление для установки и закрепления детали на станке (гидравлическое, механическое)