Зуборезный станок 528СФ3

Модернизация зуборезного полуавтомата 528С с установкой системы ЧПУ, построенной на базе программируемого контроллера фирмы SIEMENS S7-300 с модулем позиционирования CPU 315T-3PN/DP.
После модернизации станку присваивается модель 528ПФ3.
После модернизации станку присваивается модель 528ПФ3.
Нарезание зубчатых колес осуществляется по методу обкатки и врезания. В качестве режущего инструмента могут применяться как традиционные, так и современные зуборезные головки с высокоскоростными режущими характеристиками. Полуавтомат универсален, легко переналаживаемый с обработки одного изделия на обработку другого.
ТЕХНИЧЕСКИЕ И ЭКСПЛУАТАЦИОННЫЕ ПРЕИМУЩЕСТВА СТАНКА ПОСЛЕ МОДЕРНИЗАЦИИ
Цикл обработки автоматизирован. Полуавтомат поставляется с системой ЧПУ, построенной на базе программируемого контроллера фирмы SIEMENS S7-300 с модулем позиционирования CPU 315T-3PN/DP.
Полуавтомат оборудован короткими кинематическими цепями. В качестве конечных звеньев цепи обкатки-деления (механически не связанные вращения люльки и шпинделя изделия) используются высокоредукционные высокоточные червячные пары. Механизм деления исключен из кинематической цепи станка и не влияет на точность обкатки. Достигается высокая точность нарезания. Возможна модификация профиля зубьев.
Претерпевшая существенные изменения кинематика стала более простой по сравнению со станками на механических связях за счет исключения гитар сменных шестерен, распределительного барабана, коробки подачи, реверсивного и делительного механизмов.
Вместо сложных кинематических цепей встроены отдельные двигатели фирмы SIEMENS. В цепь главного движения встроен асинхронный электродвигатель с частотной регулировкой числа оборотов режущего инструмента. В цепь привода вращения люльки, в цепь привода вращения шпинделя бабки изделия и в цепь привода стола встроены отдельные двигатели с редукторами. В конструкции приводов использованы высокоточные планетарные редукторы ведущих мировых производителей.
Кинематические схема станка до и после модернизации показаны на рисунке 1а, 1б.
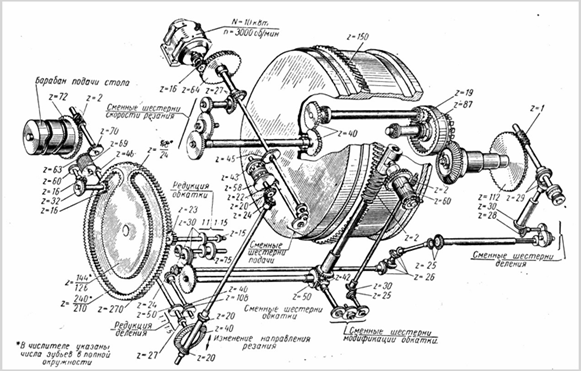
Рисунок 1а Кинематическая схема станка 528С до модернизации
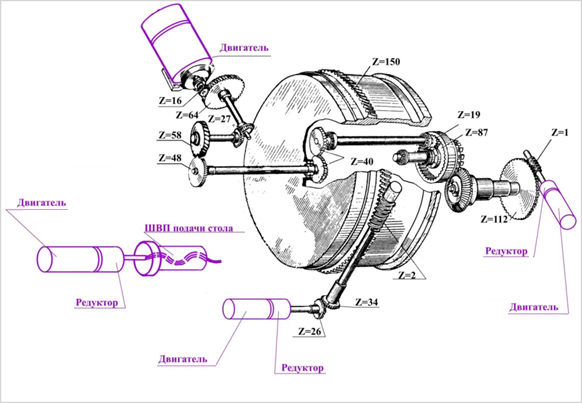
Рисунок 1б Кинематическая схема станка 528ПФ3 после модернизации
Бесступенчатое независимое регулирование подачи обкаткой и скорости холостого хода обеспечивает высокую производительность, создает оптимальные условия для зуборезного инструмента.
Гидравлический насос отечественного производства и модульная гидроаппаратура Duplomatic (Италия) компактно встроены на станине за ограждением и не выходят за габариты станка.

Рисунок 2 Гидравлика
Примененная система смазки состоит из импортных комплектующих ILC производства Италии и имеет электрический контроль и управление от контроллера станка.
СИСТЕМА УПРАВЛЕНИЯ
Оснащение станка системой управления SIEMENS, выполненной на базе программируемого контроллера S7-300 с модулями позиционирования по трем координатам и электроавтоматикой производства фирмы АВВ, которая монтируется в электрошкафах фирмы Rittаl CL (см. рисунок 3).
Применение двигателя главного движения фирмы SIEMENS. Возможность бесступенчатого регулирования скорости резания.

Рисунок 3 Электроавтоматика
ПОРЯДОК УПРАВЛЕНИЯ СТАНКОМ
Интерфейс управления состоит из традиционного пульта управления с клавишами ввода, переключателями, сигнальными индикаторами, и сенсорным дисплеем. На дисплее отображается текущая информация и осуществляется ввод параметров наладки обрабатываемых деталей. Интерфейс ввода данных сгруппирован по функциональному признаку и отображается пошагово на экранах.
Сама СЧПУ скрыта от пользователя и незаметна для оператора. Преимущества применения подобной системы очевидны:
- Стабильное достижение повышенной точности нарезания шестерен, которая выше, чем у станков с механической кинематикой;
- Высокая синхронность движения шпинделя инструмента и изделия;
- Высокая ремонтопригодность из-за значительного сокращения деталей механической трансмиссии;
- Значительное снижение количества используемой гидроаппаратуры и повышение надежности;
- Отсутствие сменных шестерен, что упрощает и делает более точным набор передаточного отношения обкатки;
- Возможность хранения в памяти устройства ЧПУ до 500 наладок на различные детали;
- Бесступенчатое регулирование скорости резания, скорости подачи обкаткой и угла обкатки;
- Быстрая переналадка станка на новую деталь;
- Ускоренная адаптация обслуживающего персонала.
Для наладки станков с подобными системами управления оператору достаточно выполнить установочные настройки и заполнить все необходимые поля в наладочных экранах в диалоговом режиме. Навыки программирования оператору не требуется.
УСТАНОВОЧНЫЕ (РУЧНЫЕ) НАСТРОЙКИ
- Гипоидное смещение шпинделя изделия;
- Угол поворота бабки изделия;
- Осевая установка бабки изделия;
- Радиальная установка оси шпинделя инструмента (поворот эксцентрикового барабана на угол эксцентрика).
|
Наименование параметров |
Данные |
|
Наибольший диаметр обрабатываемых зубчатых колес, мм |
800 |
|
Наибольший внешний торцовый модуль обрабатываемых зубчатых колес, мм |
16 |
|
Наибольшая средняя высота зуба обрабатываемых зубчатых колес, мм |
36 |
|
Наибольшее среднее конусное расстояние обрабатываемых зубчатых колес с углом наклона средней линии зуба 300 при обработке зуборезной головки наибольшего диаметра, мм |
380 |
|
Наибольшая ширина зубчатого венца нарезаемых колес, мм. |
100 |
|
Число зубьев обрабатываемых зубчатых колес. |
5-100 |
|
Наибольшее передаточное отношение нарезаемых зубчатых колес при угле между осями 90 о. |
10:1 |
|
Угол установки бабки изделия, град. |
|
|
наибольший |
84о |
|
наименьший |
5о30' |
|
Расстояние от торца шпинделя бабки изделия до центра станка, мм |
|
|
наибольший |
600 |
|
наименьший |
135 |
|
Наибольшее гипоидное смещение вверх, мм |
100 |
|
Наибольшее гипоидное смещение вниз при расстоянии от торца шпинделя до центра станка 135÷325, мм |
20 |
|
Наибольшее гипоидное смещение вниз при расстоянии от торца шпинделя до центра станка 325÷600, мм |
100 |
|
Конец шпинделя бабки изделия по ГОСТ 175447-80, мм |
153 |
|
Диаметр сквозного отверстия в шпинделе изделия, мм |
125 |
|
Наибольшее смещение оси поворота бабки изделия от нулевого положения (смещение скользящей базы), мм |
|
|
вперед |
25 |
|
назад |
25 |
|
Наибольшая радиальная установка инструментального шпинделя, мм |
340 |
|
Номинальный диаметр зуборезных головок, мм |
250, 315, 500 (9", 12", 18") |
|
Частота вращения инструментального шпинделя, об./мин. |
15-210 |
|
Система управления (ЧПУ) |
SIEMENSS7-300 |
|
Угловая скорость подачи обкаткой (ω люльки), град./сек. |
0,2-3,0 |
|
Габаритные размеры станка (с электрошкафом), длина х ширина х высота, мм |
3 050х3 150х2 230 |
|
Масса станка, кг |
13 200 |
СТАНДАРТНЫЙ КОМПЛЕКТ ПОСТАВКИ
- Зуборезный станок 528ПФ3 в базовой комплектации с электрошкафом;
- Техническая документация;
- Руководство по эксплуатации;
- Принципиальная электрическая схема;
- Монтажная электросхема;
- Принципиальная схема гидравлической и смазочной систем;
- Руководство оператора;
- Документация фирмы SIEMENS на УЧПУ и привода поставляется в объеме, предоставляемом фирмой SIEMENS;
- ЗИП и слесарный инструмент
ОПЦИОНАЛЬНО ПОСТАВЛЯЕТСЯ
- Режущий инструмент;
- Приспособление для установки и закрепления детали на станке (гидравлическое, механическое)