Gear-shaper Lorenz SN4, SN5, S8/630

Зубодолбежный станок КСМ SN4, SN5, S8/630
предназначен для нарезания зубьев
на цилиндрических шестернях внутреннего
и наружного зацепления как с открытыми,
так и закрытыми венцами (блок-шестерни).
В качестве базы используется станок Lorenz SN4 (5, 8).
Станок в наличии
Система управления станка построена на базе программируемого контролера SIEMENS S7-300 с двигателями подач серии 1FT7/1FK7 и блоками управления SINAMICS S120. Система ЧПУ позволяет применить на станке метод нарезания со спиральным движением радиальной подачи, что позволяет повысить производительность обработки или увеличить стойкость режущего инструмента.
Новая конструктивная концепция по сокращению кинематической цепи и замены на прямые привода SIEMENS позволяет существенно повысить точность станка.
Наладка станка на новую деталь осуществляется на программном уровне непосредственно с панели оператора. Данные вводятся через диалоговое окно панели оператора и хранятся в памяти системы управления (до 500 наладок).
У станка при модернизации сложные кинематические цепи заменены на отдельные двигатели для главного движения долбяка, привода подач суппорта инструмента и привода круговых подач шпинделя инструмента. Раздельное управление от приводов со следящей системой обеспечивает получение более высокой точности вращения шпинделя изделия и инструмента и, как следствие, более точного нарезания зубчатых колес.
Главный привод с двигателем фирмы SIEMENS и частотным регулирование обеспечивает быструю бесступенчатую регулировку числа двойных ходов.
 |
 |
 |
| Рисунок 1 Привод линейных подач суппорта | Рисунок 2 Привод круговых подач инструмента | Рисунок 3 Привод круговых подач стола |
СИСТЕМА УПРАВЛЕНИЯ
Конструктивные изменения, принятые в данном станке и примененная система управления (система ЧПУ построенная на базе программируемого контролера SIEMENS S7-300 с модулем позиционирования FM-357-2L, двигатели подач серии 1FT7/1FK7 с блоками управления SYNAMICS S120), значительно упрощают его наладку и расширяют технологические возможности.
Программируемое согласованное вращение изделия и инструмента позволяет достигать высокую точность обработки зубчатых колес.
 |
 |
 |
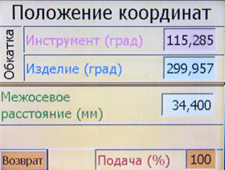
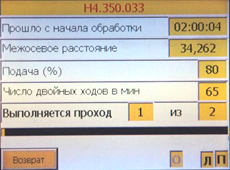
| Рисунок 4 Интерфейс управляющей программы | Рисунок 5 Панель оператора | |
- Стабильность получения точности нарезаемых зубчатых колес за счет сокращения кинематической цепи;
- Возможность хранения в памяти устройства ЧПУ до 500 различных наладок;
- Быстрая смена наладок и подналадок отсутствие гитар настроек;
- Возможность осуществления сложных комбинированных циклов обработки.
МЕТОДЫ ОБРАБОТКИ
Статическая и динамическая жесткость станка, примененная система управления, реализованная возможность иметь высокую частоту вращения стола и раздельное регулирование кругового и радиального движений подач позволяют помимо традиционных методов обработки (ступенчатое радиальное движение без обкатного движения) применить метод нарезания со спиральным движением радиальной подачи.
 |
|
Рисунок 6 Вид рабочей зоны станка |
| Наименование параметров | ЕИ | SN4 | SN5 | S8/630 | |
|---|---|---|---|---|---|
| Наибольший диаметр устанавливаемого изделия | мм | 210 | 500 | 750 | |
| Наибольший делительный диаметр нарезаемых зубчатых колес | мм | 165 (180) | 440 | 630 | |
| Наибольший модуль нарезаемых колес | мм | 4 | 5 | 8 | |
| Наибольшая длина зуба нарезаемых колес | наружное зацепление | мм | 60 | 75 | 180 |
| внутреннее зацепление | мм | 45 | 75 | 180 | |
| Диаметр фланца шпинделя изделия (планшайбы стола) | мм | 156 | 310 | 400 | |
| Номинальный делительный диаметр устанавливаемого долбяка | мм | 75, 100 | 100 | 75, 100, 125 | |
| Конус шпинделя для крепления инструмента по ГОСТ 2848-67 | Морзе 4 | Морзе 4 | Морзе 4 | ||
| Наибольшее перемещение суппорта относительно оси шпинделя изделия | мм | +165…-50 | + 335…- 170 | +420…-250 | |
| Скорость перемещения суппорта | мм/мин. | до 1000 | до 1200 | до 2400 | |
| Скорость вращения планшайбы стола | об./мин. | до 3,4 | до 2 | до 1,67 | |
| Скорость вращения шпинделя инструмента | об./мин. | до 10 | до 3 | до 3 | |
| Расстояние от плоскости рабочей поверхности шпинделя изделия до торца шпинделя инструмента | наименьшее | мм | 98+e* | 146+e* | 100+e* |
| наибольшее | мм | 186+e* | 256+e* | 330+e* | |
| Наибольший ход шпинделя инструмента | мм | 88 | 110 | 230 | |
| Автоматический вывод шпинделя в верхнее положение | имеется | имеется | имеется | ||
| Регулировка двойных ходов | бесступенчатая | бесступенчатая | бесступенчатая | ||
| Пределы чисел двойных ходов в мин. | 10…630 | 45…425 | 10…300 | ||
| Система управления | SIEMENS S7-300 | SIEMENS S7-300 | SIEMENS S7-300 | ||
| Количество управляемых координат | 3 | 3 | 3 | ||
| Габаритные размеры станка, не более | длина | мм | 1 600 | 2 170 | 2 200 |
| ширина | мм | 1 200 | 1 350 | 1 400 | |
| высота | мм | 2 170 | 2 300 | 2 300 | |
| Масса станка, не более | кг | 3 600 | 4 000 | 5 500 | |
СТАНДАРТНЫЙ КОМПЛЕКТ ПОСТАВКИ
- Зубодолбежный станок с электрошкафом;
- Запасные части и расходные материалы для эксплуатации станка в течение 1 года;
- Комплект технической документации
ОПЦИОНАЛЬНО ПОСТАВЛЯЕТСЯ
- Оснастка и приспособления под конкретную деталь;
- Управляющая программа и отработка технологии