Gear milling KSM-5365

Станок предназначен для зубофрезерования червячной фрезой методом непрерывного обката или методом копирования/огибания фасонной дисковой фрезой с единичным делением.
Разработка станка осуществлялась при поддержке Государственной корпорации "Ростехнологии" Холдинговой компании ОАО "Станкопром".
![]()
Зубофрезерный станок КСМ-5365 предназначен для зубофрезерования червячной фрезой методом непрерывного обката или методом копирования/огибания фасонной дисковой фрезой с единичным делением:
- прямозубых и косозубых цилиндрических зубчатых колёс внешнего зацепления,
- шевронных зубчатых колёс внешнего зацепления;
- шлицев;
- червячных колёс (в том числе резцом-летучкой);
- прочих изделий с профилем, получаемым червячной фрезой методом обката или фасонной фрезой методом копирования/огибания;
- изделий с различными продольными модификациями зуба, которые могут быть получены вышеуказанными инструментами.
Станок может применяться в условиях от единичного до крупносерийного производства во всех отраслях промышленности.
СИСТЕМА УПРАВЛЕНИЯ
Примененная система управления (на базе SIEMENS840Dsl, c двигателями подач серии 1FK7 или 1FT7 с использованием комплекта приводов SINAMICS S120), значительно упрощает наладку станка и расширяет технологические возможности.
Программируемое согласованное вращение изделия и инструмента позволяет достигать высокую точность обработки зубчатых колес.


ОСИ СТАНКА
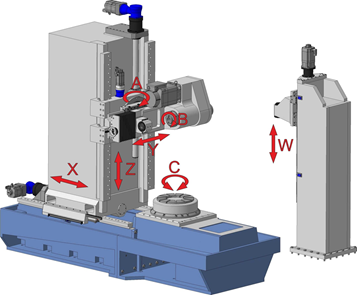
А – Угол наклона фрезерного суппорта
В – Вращение инструментального шпинделя
С – Вращение шпинделя изделия
Х – Радиальная подача фрезы
Y – Тангенциальная подача фрезы
Z – Вертикальная подача фрезы
W – Вертикальное перемещение кронштейна контрподдержки
|
Параметр |
ЕИ |
Значение |
|
Класс точности станка по ГОСТ 659-89 |
|
П |
|
Наибольший диаметр обрабатываемого колеса (прямозубого), не менее |
мм |
650 |
|
Наибольшая длина рабочего вертикального перемещения суппорта, не менее |
мм |
1 000 |
|
Наибольший модуль обрабатываемого колеса, не менее |
мм |
12 |
|
Наибольший угол наклона линии зуба обрабатываемого колеса, не менее |
|
±45º |
|
Диаметр стола, не менее |
мм |
Ø500 |
|
Конус инструментального шпинделя |
|
SK50 |
|
Наим./наиб. расстояние между осями шпинделя и стола |
мм |
50/500 |
|
Наибольший диаметр устанавливаемых фрез, не менее |
мм |
250 |
|
Наибольшая длина устанавливаемых фрез, не менее |
мм |
350 |
|
Наибольшее тангенциальное перемещение фрезы, не менее. |
мм |
350 |
|
Наибольшиймомент на шпинделе фрезы |
Нм |
900 |
|
Наибольшая скорость вращения фрезы |
об./мин. |
800 |
|
Наибольшая скорость вращения шпинделя изделия, не менее |
об./мин. |
50 |
|
Скорость быстрых перемещений:
|
мм/мин. |
4 000 |
|
Наибольший вес изделия с оснасткой |
кг |
2 500 |
|
Точность позиционирования по линейным осям |
мкм |
5 |
СТАНДАРТНЫЙ КОМПЛЕКТ ПОСТАВКИ
- Зубофрезерный станок КСМ-5365 в базовом исполнении с электрошкафом, гидростанцией, магнитным транспортером стружки, системой обратного охлаждения кольцевого двигателя стола;
- Слесарный инструмент для обслуживания станка;
- Ящик для стружки;
- Техническая документация;
- Программное обеспечение в стандартном исполнении
ДОПОЛНИТЕЛЬНО ПОСТАВЛЯЕТСЯ
- Система вытяжки масляного тумана;
- Контрподдержка с ЧПУ управляемой осью (ось W);
- Двухпозиционный кольцевой загрузчик (по согласованию с Заказчиком);
- Гидрозажим;
- Устройство аварийного отвода стойки при падении напряжения в сети;
- Оправка фрезерная Ø27;
- Оправка фрезерная Ø32;
- Оправка фрезерная Ø40;
- Оправка фрезерная Ø50;
- Оправка контрольная для проверки инструментального шпинделя;
- Оснастка для крепления детали (по согласованию с Заказчиком);
- Нивелировочные элементы для установки станка;
- Первичная заправка расходными материалами