Gear-grinder Gleason 463

Компания КСМ осуществляет ремонт и модернизацию зубошлифовального станка Gleason 463 c оснащением его системой управления SIEMENS 840D SL и с применением сервоприводов и соответствующего программного обеспечения.
После модернизации станку Gleason 463 присваивается наименование КСМ-463F3.
Станок модели KSM-463F3 работает по методу обкатки. Шлифование осуществляется цилиндрическими чашечными кругами или сегментными головками, оснащенными абразивными сегментами.
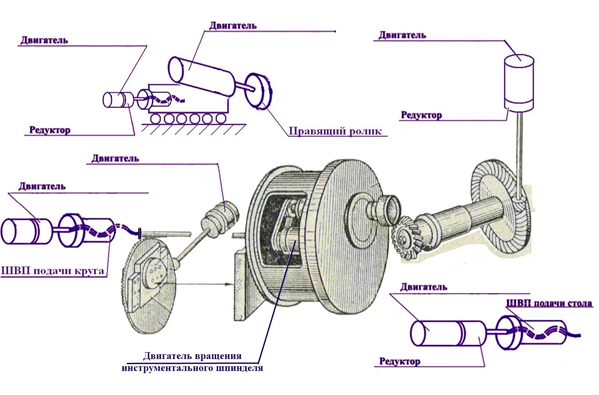
Рисунок 1 Кинематическая схема станка KSM-463F3
Правка шлифовального круга осуществляется алмазным роликом с регулируемой частотой вращения, что позволяет выбирать режимы правки в широком диапазоне. Управляемые взаимно перпендикулярные перемещения аппарата правки и инструментального шпинделя обеспечивают коррекцию шлифовального круга по форме, углам зацепления и радиусам закругления при вершине круга. Скорости вращения инструментального шпинделя и правящего ролика регулируются бесступенчато. Скорость вращения шлифовального круга, скорость правки, число обрабатываемых зубьев, передаточное отношение обкатки, время цикла устанавливаются вводом в программу с панели оператора или автоматически с выбором программы обработки конкретной детали.
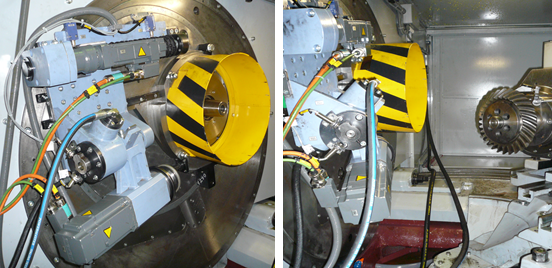
Рисунок 2 Вид аппарата правки (с правочным роликом)
СИСТЕМА УПРАВЛЕНИЯ
Управление осуществляется по пяти осям:
- вращение люльки с инструментальным шпинделем;
- подача инструментального шпинделя;
- вращение изделия;
- движение стола;
- перемещение механизма правки.
Применённая на данном станке система управления SIEMENS состоит из:
- УЧПУ Sinumerik 840D SL;
- Система цифровых преобразователей Sinamics S120;
- Синхронные бесщеточные двигатели перемещения по осям серии 1FK7/1FT7 с высокой точностью вращения (позиционирования);
- Панель оператора SINUMERIK серии OP с цветным дисплеем TFT.
Раздельное управление от приводов со следящей системой (ЧПУ) обеспечивает получение более высокой точности зубошлифовальных операций.

Рисунок 3 Панель оператора SINUMERIK
ЭЛЕКТРОАВТОМАТИКА
Применяется электроавтоматика фирмы - ABB, которая смонтирована в электрошкаф фирмы Rittal производства Германии. Электрошкаф оснащен кондиционером.
ГИДРАВЛИЧЕСКАЯ СИСТЕМА
Гидравлический насос и модульная гидроаппаратура импортного производства встроены в станцию гидропривода закрытого типа компактного монтажа с воздушным теплообменником и контролем уровня масла.
СИСТЕМА СМАЗКИ
Примененная система смазки состоит из импортных комплектующих, имеет электрический контроль и управление от системы ЧПУ станка.
СОЖ
Система фильтрации и очистки СОЖ (масла) состоит из системы забора масляного тумана и ванны очистки и фильтрации СОЖ.

Рисунок 4 Система фильтрации и очистки СОЖ
ПРИНЦИП УПРАВЛЕНИЯ СТАНКОМ
 Интерфейс управления состоит из традиционного пульта управления с клавишами ввода, переключателями, сигнальными индикаторами, и сенсорным дисплеем. На дисплее отображается текущая информация и осуществляется ввод параметров наладки обрабатываемых деталей. Интерфейс ввода данных сгруппирован по функциональному признаку.
Интерфейс управления состоит из традиционного пульта управления с клавишами ввода, переключателями, сигнальными индикаторами, и сенсорным дисплеем. На дисплее отображается текущая информация и осуществляется ввод параметров наладки обрабатываемых деталей. Интерфейс ввода данных сгруппирован по функциональному признаку.
Сама СЧПУ скрыта от пользователя и незаметна для оператора. Преимущества применения подобной системы очевидны:
- стабильное достижение требуемой точности нарезания шестерен;
- высокая ремонтопригодность из-за значительного сокращения деталей механической трансмиссии;
- значительное снижение количества используемой гидроаппаратуры и повышение надежности;
- отсутствие сменных шестерен, что упрощает выбор передаточного отношения обкатки и делает его более точным;
- возможность хранения в памяти устройства ЧПУ до 500 наладок на различные детали;
- быстрая переналадка станка на новую деталь;
- ускоренная адаптация обслуживающего персонала.
Для наладки станков с подобными системами управления оператору достаточно выполнить установочные настройки и заполнить все необходимые поля в наладочных экранах в диалоговом режиме.
|
Конусное расстояние (при максимальном угле спирали 30° и диаметре круга 18”) |
381 мм |
||||
|
Максимальный угол делительного конуса (межосевой угол 90°) |
71°34’ |
||||
|
Минимальный угол делительного конуса (межосевой угол 90°) |
5°42’ |
||||
|
Максимальное передаточное отношение (межосевой угол 90°) |
Любое используемое |
||||
|
Максимальный диаметр делительной окружности (межосевой угол 90°) |
|||||
|
|
Угол спирали |
0° |
30° |
40° |
|
|
Круг 18” |
1:1 |
305 мм |
533 мм |
533 мм |
|
|
Круг 12” |
1:1 |
394 мм |
533 мм |
571 мм |
|
|
Круг 18” |
1:3 |
432 мм |
711 мм |
711 мм |
|
|
Круг 12” |
1:3 |
584 мм |
800 мм |
863 мм |
|
|
Модуль максимальный |
12,7 |
||||
|
Максимальная ширина венца |
76 мм |
||||
|
Диаметр кругов |
от 51 до 520,7 мм |
||||
|
Наладка бабки изделия |
Со стандартным отверстием |
С увеличенным отверстием |
|||
|
Максимальное смещение вверх от центра |
114 мм |
82 мм |
|||
|
Максимальное смещение вниз от центра |
114 мм |
114 мм |
|||
|
Максимальное расстояние от центра станка до торца шпинделя |
521 мм |
495 мм |
|||
|
Минимальное расстояние от центра станка до торца шпинделя |
76,2 мм |
50,8 мм |
|||
|
Шпиндель изделия |
Со стандартным отверстием |
С увеличенным отверстием |
|||
|
Диаметр конического отверстия на большом конце |
99,22 мм |
152,4 мм |
|||
|
Конусность на фут |
15,48 мм |
19,05 мм |
|||
|
Глубина конуса |
152,4 мм |
152,4 мм |
|||
|
Диаметр сквозного отверстия |
77,8 мм |
127,0 мм |
|||
|
Подача |
1,9 – 11,8 с./зуб. |
||||
|
Электрооборудование |
|||||
|
Двигатель шпинделя изделия с изменяемой скоростью (6,5 кВт) |
8,8 л.с. при 2 900 об./мин. |
||||
|
Двигатель круга с изменяемой скоростью (7,7 кВт) |
10,5 л.с. при 3 000 об./мин. |
||||
|
Двигатель подачи с изменяемой скоростью (6,7 кВт) |
9,1 л.с. при 3 000 об./мин. |
||||
|
Двигатель скользящей базы (6,5 кВт) |
8,8 л.с. при 2 900 об./мин. |
||||
|
Занимаемая площадь |
498х531 см |
||||
|
Высота |
252 см |
||||
СТАНДАРТНЫЙ КОМПЛЕКТ ПОСТАВКИ
- Зубошлифовальный станок Gleason 463 в базовом исполнении с электрошкафом;
- Техническая документация